誘導加熱システム
 誘導加熱電源は、交流電力をより高い周波数の交流に変換してワークコイルに送り、コイル内に電磁界を発生させるものです。 そのため、このような場合にも、安心してお使いいただけます。 この渦電流による摩擦が、正確でクリーンな非接触の熱を発生させます。
誘導加熱電源は、交流電力をより高い周波数の交流に変換してワークコイルに送り、コイル内に電磁界を発生させるものです。 そのため、このような場合にも、安心してお使いいただけます。 この渦電流による摩擦が、正確でクリーンな非接触の熱を発生させます。
動作周波数
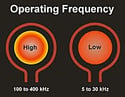 ワークピースのサイズと加熱アプリケーションによって、誘導加熱装置の動作周波数は決定されます。 一般に、ワークが大きいほど周波数は低く、ワークが小さいほど高くなります。
ワークピースのサイズと加熱アプリケーションによって、誘導加熱装置の動作周波数は決定されます。 一般に、ワークが大きいほど周波数は低く、ワークが小さいほど高くなります。
磁性材料&浸透深さ
 炭素鋼などの磁性材料は、誘導加熱の渦電流加熱とヒステリシス加熱という二つの加熱方法で簡単に加熱されます。 ヒステリシス加熱は、透磁率が1になるキュリー温度(鋼の場合600℃)までは非常に効率的で、あとは渦電流に任せて加熱することができます。 ワークピース内の誘導電流は、ワークピース内で発生する熱の80%が外層で発生する表面で流れます(表皮効果)。 動作周波数が高いほど表皮深度は浅くなり、動作周波数が低いほど表皮深度は厚くなり、浸透深度は大きくなる。
炭素鋼などの磁性材料は、誘導加熱の渦電流加熱とヒステリシス加熱という二つの加熱方法で簡単に加熱されます。 ヒステリシス加熱は、透磁率が1になるキュリー温度(鋼の場合600℃)までは非常に効率的で、あとは渦電流に任せて加熱することができます。 ワークピース内の誘導電流は、ワークピース内で発生する熱の80%が外層で発生する表面で流れます(表皮効果)。 動作周波数が高いほど表皮深度は浅くなり、動作周波数が低いほど表皮深度は厚くなり、浸透深度は大きくなる。
カップリング効率
 ワークに流れる電流とワークと誘導コイルの距離の関係がポイントで、コイルが近いほどワークの電流は多くなる。 しかし、コイルとワークピースの間の距離は、まず、必要な加熱と実際のワークピースの取り扱いに対して最適化されなければならない。
ワークに流れる電流とワークと誘導コイルの距離の関係がポイントで、コイルが近いほどワークの電流は多くなる。 しかし、コイルとワークピースの間の距離は、まず、必要な加熱と実際のワークピースの取り扱いに対して最適化されなければならない。
コイル設計の重要性
 誘導加熱の効率は、ワークが誘導コイルの中に入ることができれば最大化されます。 また、ワークピースをコイルの内側に入れることができない場合は、コイルをワークピースの内側に入れることができます。 水冷式銅誘導コイルのサイズと形状は、ワークの形状に合わせ、ワークの正しい位置に熱を加えるように設計されています。
誘導加熱の効率は、ワークが誘導コイルの中に入ることができれば最大化されます。 また、ワークピースをコイルの内側に入れることができない場合は、コイルをワークピースの内側に入れることができます。 水冷式銅誘導コイルのサイズと形状は、ワークの形状に合わせ、ワークの正しい位置に熱を加えるように設計されています。
所要電力
ワークピースを加熱するのに必要な電力は、以下によって決まります。
- ワークピースの質量
- ワークピースの材料特性
- 必要な温度上昇
- プロセスニーズを満たすための加熱時間
- フィールドの効果によるもの。
- 加熱時の熱損失
ワークの加熱に必要な電力を決定後、コイルの結合効率を考慮し、適切な誘導加熱装置を選定します。