Introductory
自分の用途に合った粘土体を選ぶために何かを決めたり調べたりするときには、最終製品、コスト、スキルレベルを考慮する必要があります。 そのため、”匠の技 “を駆使して、お客様のご要望にお応えしています。 それぞれの粘土には、特定の温度範囲の仕様があります。 ろくろや手びねりなど、さまざまな工法を用いる場合は、複数の粘土体を使いたいと思うかもしれません。
粘土とは

粘土は、風雨に浸食された岩石の微粒子が流水で流されたものです。 これらの粒子は、川や小川の底に集まり、そこでくっつき合って圧縮されます。 粘土はどこにでもあるもので、しかも安価である。 粘土にはいくつかの遷移状態があり、濡れているときはぐにゃぐにゃと弾力があり、好きな形を作ることができる。 少し乾くと、チョコレートやチェダーチーズのような硬さになり、彫ったり削ったりすることができます。 さらに乾燥すると、厚みや湿度によってはかなり早く、水分が蒸発してもろい状態になる。 このとき、水に濡らすと再び柔らかくすることができる。 そのため、どのような形を作っても、高温で加熱するまでは永久的なものにはならない。
重要な用語:
ウェットクレイ(Wet clay)。
レザーハード:粘土の最も弾力性のある状態で、成形する準備ができている混合粘土。 乾燥の過程で、形が崩れることなく慎重に扱えるが、まだ柔軟性があり、必要に応じて手を加えることができる状態
緑陶器。 陶器製造において、安全に焼成する前に必要な乾燥工程を経た段階のこと。 完全に空気で乾燥させた粘土で、ビスケットのように最ももろい状態
Bisque: 焼成の中間段階(初焼成ともいう)。 焼成後の器は多孔質で、釉薬液の水分を吸収し、釉薬が付着して形状を保つ
Grog:
セラミックとは
高温で焼成された粘土から作られた、耐熱性、非金属性、絶縁性(電気を通さない)、耐腐食性、硬度があるが脆い(ガラスのように)、無機質の固形物のことを言います。 粘土を高温で焼くと、化学組成が永久に変化し、二度と水に溶けないセラミックになる。 食器、鍋、オーブンレンジ、レンガ、タイル、瓦、浴室設備(流し台など)など、粘土を焼いて作られたものはすべてセラミックとなります。 以下の用語はすべて陶磁器に該当する。 Pottery, china, porcelain, stoneware, earthenware
Shrinkage and Weight Loss
粘土は乾燥と焼成の両方で収縮する。 粘土の種類によって収縮率は異なり、わずか4%から、ものによっては15%にもなる。 そのため、1%でも縮むと、製品に差が出ることがある。 そのため、焼成温度による収縮を考慮した上で、粘土と器のデザインを選ぶ必要があります。 例えば、Lakeside Potteryで使用している粘土はStandard社のBaldwin 192で、コーン6の焼成温度で11%収縮するよう指定されています。 私たちのテストでは、乾燥工程で約5%、ビスク焼成(コーン06)で1/2%、釉薬焼成(コーン6)で5.5%収縮することが分かりました。
また、長年の焼成により、同じ粘土体でもロットによって収縮率が1~2%異なることが分かりました。 精度が重要な場合は、プロジェクトを進める前にバッチテストを行うか、依頼主に±3%のばらつきを見込んでもらうよう伝えています。

11% shrinkage clay specは、
wet clay to finished product (stoneware / cone 6)
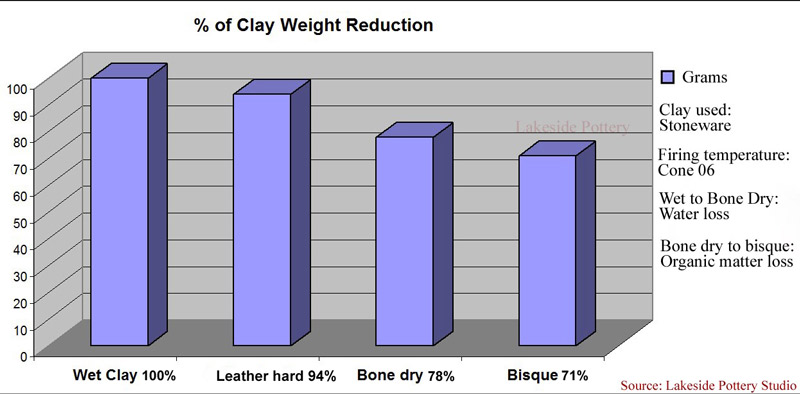
平均して粘土には約20%の水と9%の有機物が含まれており、完成品は最初の粘土重量より約30%軽くなる。
焼成温度
焼成温度には3つの基本的な温度帯がある。 個々の陶芸家により多少の差はあるが、一般的には次のように考えられている。
– 低火度。 コーン06~コーン3(1850°F~2135°F)
-中間域。 コーン4~コーン7 (2160°F~2290°F)
– High-Fire(高火力)。
焼成中に粘土はどうなるのですか? 窯の中で粘土を焼く過程で、粘土は完全にもろい物質(粘土)から水や時間を通さない石のような物質(セラミック)に変化します。
1)炭素と硫黄の燃焼
粘土はすべて炭素、有機物、硫黄を含み、570°Fから1470°F(300℃から800℃)で燃焼し消えます。
2)化学結合した水分が飛ばされる
風乾後の粘土には、化学結合した水分が約15%残っている。 化学的には、粘土はアルミナ1分子とシリカ2分子が水2分子と結合したものと定義される。 化学的に結合した水の結合は、炭素と硫黄が燃え尽きるのと同時に、加熱されると緩む。 化学結合した水は、660°Fから1470°F(350°Cから800°C)の間に粘土体から逃げ出す。 物理的な収縮はありませんが、鍋はかなり軽くなります。
3) 石英反転
石英は酸化珪素とも呼ばれ、1060°F(573℃)の温度で結晶構造が変化する。 この結晶構造の変化(クォーツインバージョン)により、陶器は加熱時に2%大きくなり、冷却時に2%ゆるむ。
4)焼結・焼成
約1650°F(900℃)から粘土の粒子が融合し始める。 この工程を焼結といい、完了すると粘土はセラミックになる。 1800°F(コーン06)から1950°F(コーン04)の間に到達した温度で、それはビスキングされます。 この段階では、陶器は多孔質でややもろく、まだ垂直になっていないため、土器またはビスクと呼ばれます。 ビスクは、釉薬焼成前に濡れた生釉薬を陶器に付着させます。
5)ガラス化と熟成
ガラス化とは、粘土が徐々に溶けて、完成品がより硬く、より耐久性が高くなることです。
また、この段階でムライトまたはケイ酸アルミニウムの結晶が形成され、粘土体をさらに強化する結合剤として作用します。
ほとんどの場合、釉薬だけでは陶器を不透過性にすることはできません。 しかし、最も垂直性の高い磁器は、釉薬なしでも水を通さない。
6)冷却
シリカの結晶体は、420°F(220℃)を超えると、割れを防ぐためにゆっくりと冷却しなければならない。
粘土の乾燥と焼成についてはこちら
粘土体を選ぶ基準
1) 制作過程。 手で作る、ろくろで作る。 彫刻または鋳造
2) 作品の大きさと形
3) 表面の質感
4) 焼成温度と種類
5) 最終製品の用途
6) 粘土色の釉薬効果
 |
 |
 |
手作り粘土体の第一条件は強度と可塑性である。
強度
強度とは、形を作り、扱い、取り付けるときに、たるんだり、伸びたり、割れたりせずに、形成された粘土がしっかりとした状態を保つ能力のことである。 手づくりの形は、グリーンウェアの段階で高度な強度を必要とする。 強度は、手作りのものが大きくなったり、平らになったりすると、さらに重要になります。 グロッグの比率を高くする(5%~30%)のが、ハンドビルドの典型的な方法です。 グロッグは、陶芸家が求める表面の質によって、細かいものと粗いものがあります。 グロッグの添加量が多いと、粘土の空気乾燥時間が短くなり、乾燥中に割れる可能性が低くなる。
可塑性
ハンドビルドのプロジェクトでは、作業性を高めるために可塑性も必要である。 造形が極端であればあるほど(例. 鋭角にしたり、巻いたりする)ほど、粘土はより可塑性を必要とする。
投擲用粘土体
 |
 |
 |
投げ用粘土体には、@高い可塑性と低い水分率、A加工(握ったり回したり重力にかけたり引いたり押したり)しながら形を保持できる強さという三つの特性が必要である。)
可塑性
可塑性は、ろくろの上で加工したり、動かしたりすることができる、轆轤に必要な最も重要な特性である。 球状粘土や磁器は可塑性に富み、轆轤で挽くのによく使われる。 しかし、可塑性が高いほど収縮しやすく、乾燥中に反り返る可能性が高い。
強度
成形したときに、まっすぐ立つような強度が必要である。 そのため、粘土の中に砂やグロッグなどの粒子を混ぜたり、その両方を混ぜたりする。 グロッグの場合、陶工の手を痛めない程度に細かくして強度を出す必要がある。
吸水性
轆轤を回す時間が長くなればなるほど、粘土は柔らかくなり、水分が粘土と混ざり合って崩れる可能性が高くなり、器の大きさや高さが制限される。 そのため、吸水率は重要な要素である。 プラスチック粘土は、粗い材料を使った粘土よりも吸水率が低く、硬い。 このことは、粘土が硬く、筋肉や関節を痛める可能性があり、作業にも疲れることを意味する。 したがって、良い投擲用粘土は、可塑性、強度、吸水性の間でバランスがとれていなければならない。 どの粘土が自分にとって、また陶芸家としてのニーズに合っているのか、どのように選べばよいのでしょうか。 何を知る必要があるのでしょうか?
最もよく使われる3つの粘土体は、土器、中火の石器、強火の石器、磁器です。 この3つはすべて、湿った状態で、すぐに使える25ポンドのパッケージで市販されています。 また、乾燥した粘土と添加物を水と混合することで、特定の用途やコスト削減のために独自の粘土体を作ることもできる。
土器粘土
土器粘土は古代の陶芸家に知られている最も古いもので、自然界で最もよく見られる。 この粘土は非常に可塑性に富み、加工しやすい。 鉄分などの不純物を含み、950℃から1100℃の低温で最適な硬度に達するため、柔らかく、ガラス化しない多孔質のセラミックとなり、焼成後に豊かな土の色が得られ、収縮率が低く、染色が容易である。 テラコッタのような素焼きの陶器は、多孔質で水を通さない。 土器は粘土よりも粒子が細かく、耐水性に優れています。 自然界に多く存在し、主にレンガやタイル、植木製品に使われる。 土器は、釉薬をかけない限り、液体を入れる器(花瓶、マグカップ、ピッチャーなど)にはうまく使えません。 釉薬のかかった土器は、釉薬のかかった陶器よりも壊れやすい傾向があります。 一般的な陶土の色は、赤、オレンジ、黄色、薄い灰色です。 焼成土器の色としては、茶色、赤、オレンジ、バフ、ミディアムグレー、白などがあります。 焼成色は、不純物の含有量と焼成の種類によってほぼ決定される。 釉薬は低温で焼成されるため、高温で焼成される炻器釉薬よりも色が鮮明になる傾向があります。
炻器粘土
炻器粘土はプラスチックで、水分を含むと灰色になることが多い。 焼成色は薄い灰色やバフ色から、中程度の灰色や茶色まであります。
炻器粘土は約2~5%の吸収係数を持ち、通常2100度から2372度F(コーン3~コーン11)の温度で焼成される。 炻器用粘土は、焼成された鉢が石のような特徴(硬くて緻密な表面と多彩な色合い)を示すことから「炻器」と名づけられた。 炻器は釉薬との結合がよく、焼成後、熟成させると水漏れしないようにする必要がある。 また、釉薬との相性もよく、焼成後は水漏れしにくい。 33>
バフやライトグレーからブラウンやダークグレーまで幅広い色調の焼成ストーンウェアは、生産陶芸家にとって非常に一般的な粘土である。 硬くて締まった性質のため、この粘土は食器などの機能的な用途に優れた選択肢となる。
磁器・カオリン・ボール粘土
磁器やカオリン粘土は、実験器具などの高級陶器に使われます。 磁器土とカオリン土はほとんど同じもので、陶器作りに最も適した粘土とされている。 また、最も高価な粘土でもある。 珪酸塩を主成分とする粘土で、高温に強いのが特徴です。 高品質の焼き物を作りたいなら、このタイプの粘土が最適です。
磁器は、0~1パーセントの吸収率を特徴とし、初期の中国の陶工による何百年もの開発の産物である。 主成分はカオリンで、中国粘土としても知られています。 カオリン単体の融点は約3275度Fで、可塑性が低いため成形が難しい。 磁器として知られる緻密で硬い白色半透明の粘土体を得るために、カオリンは他の粘土と混合して高い加工性を実現し、焼成温度を低くすることができます。
磁器は非常に小さな粒子で構成されているため、滑らかさの最適な品質を提供し、半透明で繊細な形を達成するために非常に薄くても操作することができます。 しかし、可塑性が低いため、投射の段階では加工が難しい。 また、粘土の融点近くまで最適な密度が得られないため、乾燥や焼成の段階で割れやすく、変形しやすい。
ボール粘土は可塑性が高く、鉱物の不純物が少ない。 また、釉薬の種類も豊富である。 湿った状態では濃い灰色で、焼成すると明るい灰色か明るいバフ色になります。 ボールクレーには重大な欠点があります。 乾燥や焼成の際に収縮が激しく、単体では使用できない。 しかし、他の粘土に混ぜて加工性や可塑性を高めると非常に便利です。
粘土の色
粘土には白、オフホワイト、テラコッタのような濃い色があります。
釉薬の効果
釉薬の効果は、異なる粘土に同じ釉薬を使っていくつかのテストタイルを持って、いくつかの釉薬(特に半透明の釉薬)は、最終結果が非常に異なっている。 粘土や釉薬の量を多くする前に、まず釉薬と可能な粘土をテストすることをお勧めします。 床や道具、手などの掃除が大変で、服を汚してしまうこともあります。 複数の粘土を選ぶ場合は、種類ごとにリサイクルボックスを用意し、ウェッジボードは色の汚染を避けるため、濃い粘土と薄い粘土を共有しないようにすることを忘れないように。
粘土の混合用途
 |
 |
 |
2種類の粘土を同じ容器で使うと(推奨しません)収縮率がほとんど違い、乾燥・焼成過程で分離する可能性もあります。 私たちの場合、表面の装飾的なテクスチャとしてスリップ(スラリー)を使いたいのですが、私たちが使っているストーンウェアのグロッグレベルを考えると、最終的な効果は粗く、魅力的ではありません。 別のグロッグレス粘土でスリップを作ったり、購入したりすることも考えましたが、分離や色の違いが問題になります。 私たちの解決策は、スリップを作り(スリップの作り方のリンクを参照)、それを100メッシュのスクリーンで2回ふるいにかけることでした。 この方法は、もう15年近くも完璧に機能しています
。